
Among the different AR-15 accessories, the bolt carrier group, or “BCG”, is considered the workhorse of the AR-15. It is complex and full of moving parts – enduring extreme temperatures and pressures while reliably cycling round after round.
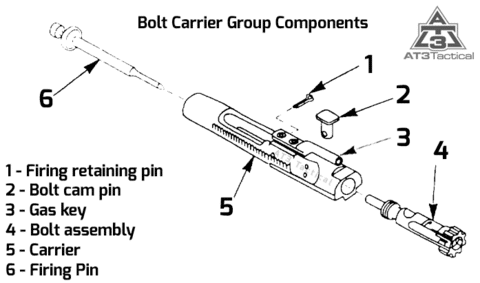
AR 15 Bolt Carrier Group Diagram
This is a simple diagram of an AR 15 Bolt Carrier Group showing all of the parts and components.
The goal of this article is to tell you what features and characteristics you should look for in a BCG, including a breakdown of the many coating types available.
What to Look for in Picking the Best AR15 Bolt Carrier Group
AR15 vs. M16
You will sometimes see both AR-15 and M16 varieties of BCG’s, also known as “semi auto” and “full auto” varieties.
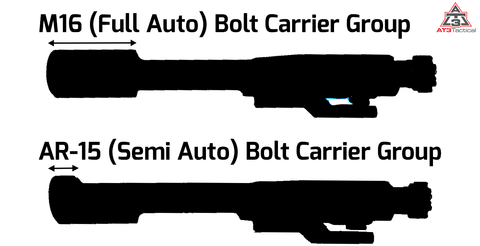
The difference is in the carrier itself. On the M16 BCG, there’s a little more material on the back of the carrier, which allows compatibility with a full auto sear. This means that the M16 BCG weighs a bit more than the AR-15 BCG.
So which one should you get? We recommend the M16 style. The added weight can help the rifle cycle more smoothly – especially on a carbine. Plus these are much more common.
One more thing to note: a M16 BCG is not considered a machinegun part by the BATFE, and there are no “special regulations” that apply to a M16 BCG vs the AR-15 BCG. This was backed up in an official statement from the BATFE:
“An M16 bolt carrier is simply a machinegun part and as such its domestic sale and possession is unregulated under the Federal firearms laws. It is not unlawful to utilize a M16 machinegun bolt carrier in a semiautomatic AR15 type rifle.”
MPI and HPT Tested Bolts
Due to the extreme forces exerted on the bolt, it’s critical that no defects exist in the metal. The best way to assure this is through MPI and HPT testing. HPT = “high pressure testing”, while MPI means “magnetic particle inspected”. Per military specifications, the manufacturer should mark the bolt after the tests are completed.

Chrome lined gas key and carrier
Most carriers and gas keys are chrome lined. This mil-spec requirement makes the part easier to clean and function more reliably when dirty. Note: this is different than a chrome coating on the outside of the carrier – chrome lining refers to the inside surfaces.
Bolt Material & Shot Peening
The most common steel used in the bolt is Carpenter 158 steel. Some manufactures are using 9310 steel. Which is better? It depends who you ask, but most will agree that the difference in steel is small, and both varieties of steel work just fine.
Many manufacturers also “shot peen” their bolts. This is a process that essentially makes the metal more resistant to cracks. During the shot peening process, tiny spheres known as “shot” are blasted at the bolt, with the shot acting as a tiny peening hammer that relieves stress from the metal.
Proper staking of the gas key
With every shot, high pressure gases blast through the gas tube, then into the gas key on the BCG. The gas is attached with two small hex screws, and with time, the forces of pressure can cause the screws to loosen. To prevent this, the screw heads should be “staked” – which means that some of the metal on the gas key is smashed into the screw heads, so they can no longer move.

Lightweight Bolt Carrier Groups
Lightweight bolt carrier groups can remove as much as 8oz of weight, perfect for lightweight AR builds. There is a catch – this will change how your weapon cycles, so you will need an adjustable gas system to properly regulate the flow of gas to the BCG. This is most commonly accomplished with an adjustable gas block, but other options exist.
Best AR-15 Bolt Carrier Group Coating Options
Nitride Coating (Nitrocarburizing, Black nitride, Melonite™, QPQ, Tennifer™)
Nitride finish, commonly known by the brand names of Melonite™ or Tennifer™, isn’t technically a coating. It’s a chemical treatment that results in a hardened black surface that is both durable and highly corrosion resistant.
The coating involves high temperatures of nitrocarburizing that can have a negative effect on the sensitive parts in the BCG when done improperly, so choose wisely. But when the process is done correctly, you’ll have a very tough, no-frills BCG that is easier to clean than phosphate coatings.

Chrome Coating
Chrome possess superior hardness and reduced porosity vs a phosphate BCG, making smooth and easy to clean. There are still chrome BCG’s on the market, but they have lost some popularity with the rise of newer coating technologies. The big downsides of chrome are that is expensive, and the finish can become brittle and flake off with time.
Electroless Nickel Coatings (NiB, EXO™, NP3™, Nickel Boron Nitride)
The electroless nickel coating process results in a thin surface layer that is harder than the underlying metal, with excellent dry lubricant properties. This finish comes in many varieties, with the most common being nickel boron (NiB). Dozens of other variants exist, such as Nickel Boron Nitride, EXO™, and NP3™. These varieties tend to enhance the hardness and/or lubricity of the coating.
Electroless nickel coats are easy to clean and less reliant on lubrication. So what’s the downside? The biggest issue is that the electroless nickel coating is known to wear off with time. This affect can be reduced by sticking to high quality parts and enhanced coating varieties, but it is still worth noting.

Manganese Phosphate Coating (Parkerized™ Coating)
This is the mil-spec coating for AR-15 BCG, and by far the most common coating you will see. It’s economical, durable, and highly corrosion resistance. Since the surface is more porous than some of the more exotic coatings, it’s harder to clean. This may not be the most exciting BCG coating, but with over 50 years of service in the US military, you can’t go wrong with phosphate.
Vapor Deposition Coatings (IonBond™, Titanium Nitride/TiN, PVD, CVD)
Commonly referred to as IonBond™, CVD, and PVD coatings, this category of coatings is characterized by specific manufacturing process known as vapor deposition. The resulting coating is thin, extremely hard, and slippery – reducing the need for lubricant and speeding up cleaning.
This is newer technology, but the favorable characteristics of vapor deposition coatings have made this the fastest-growing category of BCG coatings. As an added bonus, the manufacturer’s ability to customize the color of the coating has led to some exotic new BCG colors hitting the market.
The big downside with this type of coating is cost – often 2 or 3 times the price of a phosphate BCG.
Technical Notes:
Ionbond™ is technically a brand-name. “PVD” and “CVD” Physical Vapor Deposition and Chemical Vapor Deposition – two similar but distinct coating processes. CVD is generally viewed as superior to PVD – it provides a more complete coating that adheres better to the metal below. The actual material used in the TVD and CVD coating can vary – the most common is Titanium Nitride (TiN) however many other varieties exist, with varying colors and physical characteristics.
Choosing the Best AR15 Bolt Carrier Group
For most builds, a mil-spec, Black Nitride BCG will be just fine. Always make sure that your bolt is shot peened and MPI/HPT tested, and the gas key is properly staked.
If you’re interested in upgraded coatings, we are big fans of the EXO and NP3 coatings, as well as PVD/CVD coatings. Phosphate and chrome can also be good, but stick to reputable sources. We would steer clear of cheap NiB coatings – they are known to have issues.
Broke your BCG?
A BCG, like many parts on an AR15, may fail. If that happens, you’re out of commission until you either fix the BCG or swap it out for a new one. This can put a real damper on your shooting session or hunt. We recommend to grab an AT3 Mother-FU Bag and throw it in your range bag. The Mother FU Bag has many BCG components that commonly wear out or break, not to mention many other replacement parts for the rest of your AR15. It’s a good $20 insurance policy.
One Last Tip
If there’s anyone that knows the AR-15 platform, it’s the US military. As a special offer for our readers, you can get the Official US Army Manual for AR-15/M4/M16 right now – for free. Click here to snag a copy.
Amazing article I learned a lot
Really appreciate you sharing this information its a seriously comprehensive and informative article
I went from an average. BCG, TO an Sharpes Rifle xtreme, enhanced bolt.My spent cartridges went from ejecting at 3:00 to ejecting at 12-12:30 ,way over gassed now,! No one can tell me why, Anyway now I’m running a Red Sprinco buffer spring and a PWS H2 buffer (should have bought an H3) now running 2:30-3:00 ejection
I went from an average. BCG, TO an Sharpes Rifle xtreme, enhanced bolt.My spent cartridges went from ejecting at 3:00 to ejecting at 12-12:30 ,way over gassed now,! No one can tell me why, Anyway now I’m running a Red Sprinco buffer spring and a PWS H2 buffer (should have bought an H3) now running 2:30-3:00
Thanks for the most objective explanation I have seen online.
are Sp1 and Sp 2 bolt carriers the same?
Is there any information about toolcrafts DLC yet?
Thank you, I learned more in this late hour than I intended! I look forward to more & more info!
I just enjoyed reading this blog. I regularly visit your blog and every time I found & learn something different on guns/firearms/rifles/accesories topics. So I want to thank the admin for putting your efforts in making this well-developed post and I’m looking forward for more post like this.
A few questions. First Im fairly new to the AR platforms so I purchased a factory made AP4 carbine .223/5.56 16inch 1:9 twist from DPMS as my first AR riffle. The riffle came with an semi auto BCG and I’m considering switching it out with a full auto BCG. I also took advice and replaced to com-spec extension tube to a Mil-Spec tube due to a more variety of adjustable stock options.Q 1: Will I need a new hammer if I switched to a full auto BCG or it will suffice? Q 2: I could be wrong but after doing some research I think it maybe a bit overgassed. Experiencing some heavy recoil so I switched out the standard carbine buffer to an BCM H carbine buffer. Now no recoil on 42 grain Remington but now improvement when shooting Federal.223 55gr ammo and American Eagle 62 grain 5.56. No jamming or extraction issues except regardless the type ammunition the shells always hit my deflector and land in the 2 o’clock position. Any recommendations are greatly appreciated. Note: Budget is a major factor!!
Are u 100% sure it’s not a full auto bcg in that gun. Asking cause I have same gun and mine came with fully auto bcg. No u wouldn’t need a different hammer if u swopped out. If u put an h2 buffer in it, it should be fine. Mine shoots very soft with regular buffer. I have the dpms oracle if that’s the one you got, we have the same. Yes I had to switch out that odd ball buffer tube too
Loved the article I was in a toss up Between NIB and TItanium Nitrate still unsure, what I noticed on the NIB was HPT and unconditional lifetime warranty. But there was no HPT on the titanium is that good bad or don’t matter? APOC Armory is the NIB BCG I was referring to and Brownells was the Titanium Nitride MP. .556×45/.223. could you help me out Thanks
Thanks for the no nonsense breakdown of bcg’s. Understanding the differences between the coatings is very helpful!
You forgot to mention (or did I miss it?) that nitride treatment increases lubricity by a large amount. While you should still lube your AR, melonite makes it super slick.
“Cheap” versus over priced nitrided/melonite does not guarantee the treatment was done correctly. Only time and actual feedback will ultimately verify quality. As long as the temperatures used for treatment stay below the final tempering temperature, no harm will come to the metal/part being treated.
Enjoy ed the article, will come and do more research on your melonite/nitride treated BCG on my next build or when buying spares.
knowledge is power
thanks for giving this gift away
i will discuss this with my kids to pass the knowledge down
Thanks for the awesome article. This is in-line with most everything else I’ve read, from reputable sources. But this article makes things much more clear and easily consumed. One note to consumers: It never hurts to have a spare BCG! Thank you folks!
At3 tactical site is awesome! For beginner, average gun enthusiasts looking to get into ar15 type shooting you can find an explanation for every different part, pros & cons that will help you decide what to go with! I Love it!
Great information and it was very informative, thank you! I heard Bill Geissele talking about implementing Nano Technology on BCG in one of his YouTube videos. Just wondering what’s your thought on that or if you heard of it?
Greetings,
PVD and DLC are both line of sight processes so the id’s are left bare. Both are excellent options for frictional wear applications but keep in mind they are coatings that have average thickness of 2-4um and offer very little corrosive resistance.